ライン工の仕事事情―ライン切替生産と混流生産はどっちが働きやすい?
ホンダとマツダの工場で、ライン工として働いた経験のあるYUです。
今回はかなりニッチなテーマ、「ライン切替生産」と「混流生産」について、ライン工の立場から感想を書いていきますよ!
「生産管理」という職種に就いてる人なら分かるかもしれないけど、それ以外の人ならその2つの違いは分からないでしょう!
まずは、ラインの生産方式についての説明から始めます。
ライン生産の種類
「単一品種ライン」と「多品種ライン」
まず、ライン生産には「単一品種ライン」と「多品種ライン」があります。
単一品種ラインは、1つのラインで1つの品種のみを生産します。
製造効率は良いですが、1種類しか作れません。
品種ごとにラインを構築すると設備費が膨大になってしまうので、極力ラインの数自体は減らすべきです。
なので生産工程が似ている品種を生産する場合は、多品種ラインが用いられます。
多品種ラインは、1つのラインで多くの品種のものを生産します。
ライン本数を少なく出来るので設備費等の節約になります。
ただし、似たような作業で生産するものに限られ、作業の平準化や部品の置き場などの設計が少し煩雑になります。
なお、多品種ラインには更に以下のような種類があります。
「ライン切替式」と「混合品種ライン(混流生産)」
多品種ラインには、「ライン切替式」と「混合品種ライン(混流生産)」があります。
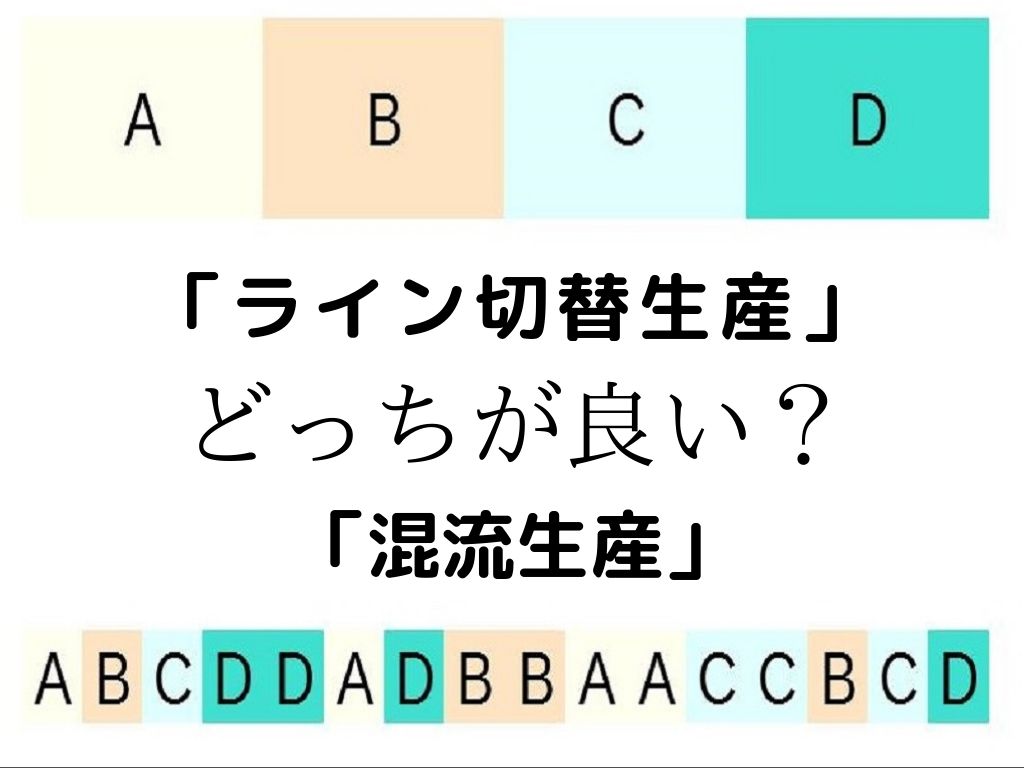
ライン切替式のイメージは、以下のようなものです。

ライン切替式では、時間によって生産品種を区切ります。
とある時間では同じ品種がずっと続き、それが終わればまた別の品種がずっと続きます。
AからDまでの1サイクルが終われば、またAから始まります。
各品種の生産数は、流れる時間を変えれば柔軟に対応できます。
品種の間には若干のマージンを持たせて、その時に作業者や部品台車の若干の移動と調整を行います。
作業者が若干移動したりするので、作業の平準化はまだ行いやすいです。
自分が働いていたホンダの自動車工場は、ライン切替式でした。
対して、混流生産のイメージは以下。

混流生産では、全品種がほぼランダムで流れ続けます。
車種の全体的な割合や種数は、経営上の決定から変わることがあります。
しかし、基本的には仕事の始まりから終わりまでずっと、同じような割合でランダムに流れ続けます。
品種の間には一切のマージンが無く、作業者や部品台車が移動することはありません。
全ての車種で作業量がほぼ同じになるような、厳密な作業平準化が必要です。
マツダは、混流生産でした。
ライン工にとっての生産方式への感想
ライン生産方式の違いによって、経営や生産計画の面で様々なメリットやデメリットの違いが出てくるでしょう。
しかし今回の記事はそんなことを置いといて、現場で働く1個人のライン工として、感想の違いを書いていきますよ!
混流生産は、楽な時ときつい時の差がある
混流生産では厳密な作業平準化が行われており、作業者の習熟度が同じなら全ての品種で同じスピードで作業を終えることが出来る…
わけではなく、やはり品種によってスピードに違いが生じています。
1台丸々が流れて次の1台が同じ場所に来るまでの時間を、「1.0」としましょう。
自分の場合、「難」なら「1.2」かかります。
「中」なら「0.9~1.05」
「易」なら「0.1~0.2」
ランダムに流れる混流生産と言えど、同じ車種が4台も5台も続けて流れることはありません。
しかし、3台くらい続けて流れることはあります。
滅多に無いけど、難×3、中×1、難×2なんて構成もありました。
あの時は非常に焦りましたよ~…
必死に作業して運も良かったから、何とかラインを停めずにリリーフ(助っ人)も呼ばなくて済みました。
でも、ほんのちょっとでも手が滑ったり入り不良になったりすれば、修正する時間が足りなくなっていたことでしょう。
対して、「易」や「中」が連続して流れるときもあります。
そういう時は楽なのですが、だからと言って「難」のために追い上げ作業は出来ません。
前の作業者がいるし、工具も届かないし。
楽な時ときつい時の差が激しいのが、混流生産の最大の特徴ですね。
品種の割合が変わっても、フォローは無い
ライン切替式では流れる品種の構成割合が変わっても、品種間にマージンがあるからフォローは必要ありません。
A,B,C,Dが流れていたのが、AとBだけになったとしても、1人の作業者の負担はほとんど変わらないでしょう。
作業平準化がきっちりと出来やすいから。
対して、混流生産では完璧な作業平準化がしにくいから、構成割合が変われば負担も大きく変わります。
自分の場合、一時的に「易」が無くなってた時がありました。
いつも「易」が流れる時に腰袋に部品を入れたり、部品を取りやすいように位置を若干変えたり。
しかし、「易」が無くなってからは常にずっと動き続けなければラインに遅れてしまって、落とした部品を拾う一瞬の手間すら惜しむようになったのですよ。
何とか「中」が3台連続流れる時になって、ようやく若干の作業場の整備が出来たり。(それでも数秒程度)
そんなにきつくなっても、車種ごとに作業の平準化がされているのが前提だから、作業数の減少はありませんでした。
ちょっとでもミスって遅れそうならすぐにリリーフを呼んだりと、自分で修正することも少なくなりました。
自分の職場が全体的にそんな雰囲気になってるから、以前よりリリーフが忙しくなって呼んでもなかなか来なくなったり。
「経営者や工場管理者は、難しい車種の割合ばかりを増やしてフォローもしなければ、不具合も出やすくなるとは予想しないんだろうか?」
と、少し不満を持ち始めましたよ!
ライン切替式は、考え事をしやすい
ライン切替式では、同じ車種が流れている間は基本的に同じ作業がずっと続きます。
単一品種ラインのようにずーっと同じ作業をするから、ライン切替式ではボーっと考え事をしやすいです。
実際、混流生産のマツダより、ライン切替式のホンダのほうが遥かに多く考え事が出来ました。
昔読んだ本とか、旅行とかの思い出に浸りながら、手足を自動で動かして作業。
そうしているとチャイムが鳴って休憩時間に。
対して、混流生産では車種ごとに様々な作業をしなければなりません。
次の車種は何か、あの車種に使う部品の在庫はまだあるか、ということも把握しておかないといけません。
混流生産では、完全にボーっとすることはライン切替式よりも難しいです。
なので、妄想したい人や考え事をじっくりしたい人は、ライン切替式がおススメですね!
混流生産は、飽きにくい?
上記のように、混流生産のほうが仕事に対しての意識を多くしなければなりません。
しかし逆に個人的な考え事をしにくいからこそ、ライン切替式のように「今日は何を考えて時間を潰せば良いんだ…」と悩むことも少ないかもしれません。
考えるべきことを用意しておけば、それを全て消費するのは丸1日かかるかもしれません。
ライン切替式なら、1ラウンド(2時間)程度で消費してしまいます。
妄想や考え事で時間を潰すのが難しかったり飽き性の人は、混流生産のほうが続けやすいのかも。
混流生産だと身体を満遍なく使える
混流生産では、ライン切替式よりも短いサイクルで多くの種類の作業をすることになります。
Aでは右手を多く使い、Bでは左手を多く使う場合、
ライン切替式ならAが流れている間は右手が疲れて、Bが流れている間は左手が疲れてしまう。
対して、混流生産ならAもBも流れるから、両手を満遍なく使えて、疲労も軽減できるかもしれません。
混流生産のほうが、局所的な疲労や痛みが少なくなるというメリットがあるのかも?
個人的には、ライン切替式のほうが好きだ
ライン切替式のホンダと、混流生産のマツダで働いてみた経験のある自分。
作業は大きく違うし、ライン外組立とライン内組立という差もあります。
でも、個人的にはホンダのライン切替式のほうが好きです。
ずっと同じ作業が続くから、考え事がしやすくて妄想や山暮らしの計画が捗りました。
頭の中で細かな数字を計算して、建物の設計なんかも出来てましたよ!
また、「あそこのあの部分、どうすれば一番いいだろう?」と考え続けて、ひらめきを得たこともあります。
対して、混流生産のマツダではあまり深く物事を考えられていません。
常に部品の在庫数や次に流れる構成なんかが頭に入っていますから。
鼻歌や、断片的に昔のことを思い出すくらいなら大丈夫ですが、新たなひらめきを得たりするのは少ないです。
考えるだけでも得られるものが多いから、「プライベートの生産」という意味では、体を自動的に動かせばいいライン切替式のほうが、自分は好きなのです。
混流生産のほうが飽きにくいだろうから、長期間働くなら良いかもしれないでしょう。
でも、ライン作業は季節労働であり本業は別にある自分としては、じっくり考え事が出来たほうが良いのです。
以上、とあるライン工から見た、生産方式ごとの感想でした!
非常にニッチな記事でしょうが、現場の雰囲気が若干でも伝われば幸いです!